Брикетировочные прессы

Обработка и пакетирование металлической стружки из под металлорежущего оборудования выполняется на пакетировочных прессах. Но малый объём (насыпная плотность) сырья и неудобство его загрузки в загрузочную камеру, в свое время обусловили разработку и изготовление специальной разновидности ломоперерабатывающего оборудования – брикетировочных прессов. Сейчас применение брикетных прессов получило большее распространение в деревообрабатывающей промышленности, а также при обработке пластмасс (полипропилена).
В настоящее время использование брикетеровочных прессов в ломозаготовке нецелесообразно, т.к. все виды прессования и пакетирования с легкостью выполняет пакетировочный пресс!

Пресс для пакетирования стружки – пакетировочный пресс
Конструкция и принцип действия
Брикетировочный пресс представляет собой разновидность гидравлического прессового оборудования, целью работы которого является получение брикетов стальной и чугунной стружки, а также стружки их различных цветных металлов. При этом механические характеристики стружки значения не имеют.
Особенностью технологии брикетирования считается возможность получения брикета значительно более высокой плотности, которая достигает 90…95% от плотности исходного металла. Это позволяет предприятиям системы Вторчермета предлагать металлургическим производствам – потребителям данной продукции, лом по более высокой цене. Одновременно снижается также потребность в транспорте для перевозки.
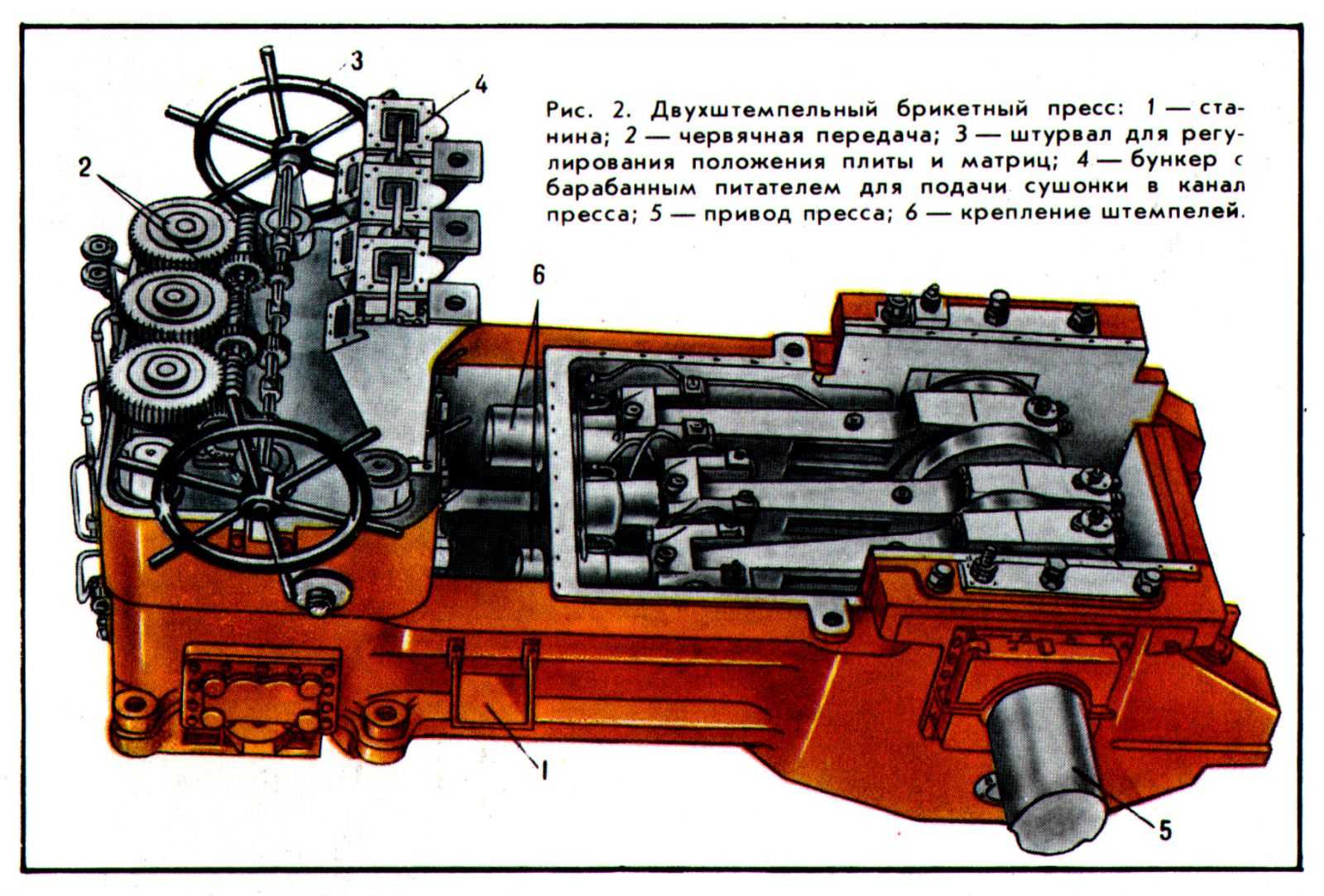
Схема брикетного пресса
Брикетировочные прессы выпускаются с горизонтальной и вертикальной компоновкой рабочих узлов, при этом привод оборудования – исключительно гидравлический, что объясняется необходимостью поддержания постоянного усилия брикетирования, которое не зависело бы от хода прессующего пуансона.
Пресс для брикетирования стружки состоит из следующих узлов:
- Нижней поперечины;
- Верхней поперечины;
- Силовых колонн;
- Поворотного рабочего стола;
- Вспомогательной колонны;
- Силового насосного привода;
- Рабочего цилиндра;
- Системы трубопроводов;
- Загрузочного устройства;

Компактный брикетировочный пресс
Рабочая зона такого пресса в плане представляет собой ромб, по углам которого располагаются три силовых и вспомогательная колонна. Вспомогательная колонна, по сравнению с силовыми, имеет несколько уменьшенный диаметр. Обе поперечины брикетировочного пресса представляют собой литые коробчатого сечения плиты, обладающие высокой пространственной жёсткостью. При вертикальной компоновке рассматриваемого оборудования рабочие цилиндры размещены в нижней поперечине, а при горизонтальной – к той, которая примыкает к узлу насосного привода.
С целью повышения жёсткости пресса, поставка оборудования обычно выполняется в сборе. Сам процесс полностью автоматизирован, а загрузка рабочих позиций производится при помощи специального вибрационного питателя.
Загрузка стружки, которая подлежит брикетированию, у вертикальных брикетировочных прессов производится на поворотном столе, в котором имеется шесть гнёзд. Прессование выполняется в центральном из них, которое располагается в геометрическом центре ромба, между силовыми колоннами. Остальные гнёзда служат для загрузки очередной партии компактируемой стружки и извлечения готовых брикетов. В прессах горизонтального исполнения загрузка гнёзд выполняется при помощи мощных электромагнитов. Такие конструкции встречаются значительно реже, поскольку непригодны для брикетирования стружки из немагнитных металлов и сплавов.

Результат пакетирования стружки
Брикетировочные прессы оснащаются индивидуальным приводом. Для лучшей организации работ по переработке стружки целесообразно создавать отдельные участки для её брикетирования. На таких участках оборудуются средства механизации подачи стружки и удаления готовых брикетов, с применением ленточных транспортёров.
к содержанию ↑Стоит добавить, что брикетировочный пресс может быть полезен лишь на производстве, где происходит металлообработка и на выходе образуется много стружки. В таком случае, чтобы уменьшить место под хранение стружки будет полезен брикетный пресс. Т.к. за малым объемом стружки не поедет ни одна металлоприемка, а пресс позволит экономно хранить и копить стружку. На базе же приема металлолома со всеми задачами по пакетированию легко справляется пакетировочный пресс.
Организация процесса брикетирования
Характерной особенностью работы брикетировочного оборудования является необходимость в двухстороннем прикладывании рабочего усилия, поскольку в противном случае плотность брикетов получается неоднородной.
Видео – брикетирование металлической стружки
Качество брикетируемой стружки резко ухудшается, если перед переработкой она не очищена от технологических смазочно-охлаждающих жидкостей, используемых при работе металлорежущих станков. Кроме того, в стружке могут находиться посторонние частицы и грязь. Такие брикеты считаются бракованными. Для качества процесса брикетирования имеет значение и однородность исходного сырья. Поэтому стружку предварительно сортируют по маркам металла (это особенно важно при брикетировании отходов высокоуглеродистых сталей).
Брикетировочные прессы для переработки металлической стружки классифицируются по следующим параметрам:
- По номинальному усилию в конце хода верхней (либо передней – для машин горизонтального исполнения) поперечины: выпускаются прессы с диапазоном усилий от 2500 до 12500 кН);
- По наибольшим размерам готового брикета;
- По весу брикета;
- По производительности брикетирования.
К исходному материалу предъявляются следующие требования:
- Стружка должна быть предварительно раздроблена на фрагменты (особенно это касается стальной стружки). При этом ограничивается длина витков и площадь поперечного сечения.
- Стружку из высокопрочных сталей перед переработкой отжигают.
Поскольку брикетировочные прессы чаще всего работают в непрерывном режиме, то в комплект поставки оборудования часто включается и узел охлаждения рабочей гидравлической жидкости.


Какая цена брикетировочного пресса